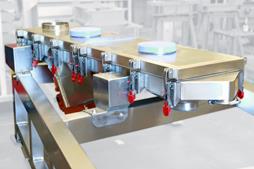
Vibrating feeder offers accurate container filling and control in weighing and packing systems
29-05-2018

Visit the Applied Vibration Ltd website for more information on Vibrating feeder offers accurate container filling and control in weighing and packing systems
ENQUIRY FORM
More News